Stl2Gcode 5x — Convert STL directly to G-code
Parameters
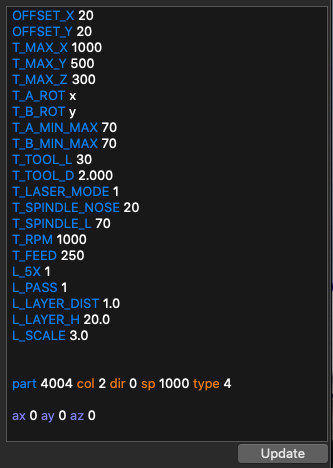
OFFSET — distance X, Y from zero point to minimum traveling position of spindle of your CNC.
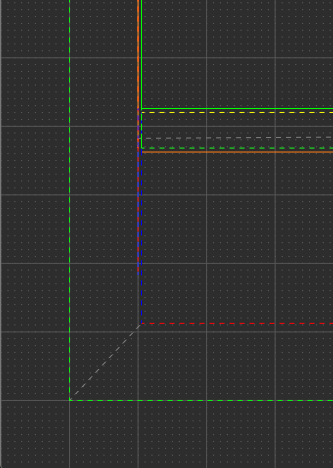
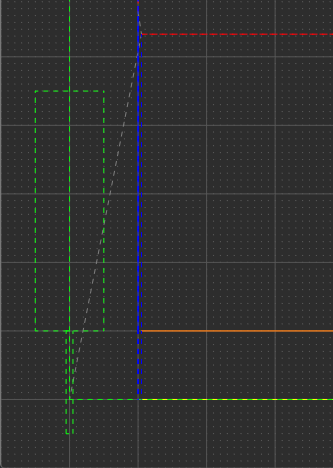
T_MAX — maximum X, Y, Z traveling position of your CNC spindle (green frames in projection screens).
T_A_ROT — A axis rotates around X axes (or Y, Z) - depends from your CNC construction.
T_B_ROT — B axis rotates around X axes (or Y, Z) - depends from your CNC construction.
T_A_MIN_MAX — A axis rotation angle limits (In XYZAB 5x mode).
T_B_MIN_MAX — B axis rotation angle limits (In XYZAB 5x mode).
• In XYZAC or XYZBC 5x modes T_A_MIN_MAX and T_B_MIN_MAX must be equal.
T_TOOL_L — length of tool.
T_TOOL_D — diameter of tool (or laser width).
T_LASER_MODE — Mode: 1 — laser, 0 — mill.
T_SPINDLE_NOSE — distance from zero Z of CNC work position to nose of spindle when Z = 0.
T_SPINDLE_L — distance from spindle nose to point of rotation (5x mode).
The position and size of spindle and tool need to be set in such a way that the picture corresponds to the real spindle and tool when the work position Z of your CNC is 0:
T_RPM — tool rotation speed or laser intensity.
T_FEED — feed.
L_5X — mode: 0 — 3x, 1 — 5x, 2 — 5x & 3x.
L_PASS — 1 - pass mode or n - pass mode cutting.
L_LAYER_DIST — distance between layers (only in view).
L_LAYER_H — height of material (layer).
L_SCALE — scale of model.
ax, ay, az — angle of rotated model in degrees.
G-code Example
Produced G-code is suitable for use in DIY CNC machines running GRBL. This is an example of G-code for a laser CNC:
G90 (use absolute coordinates)
M5
G0 Z45.00
G0 X11.00 Y11.85 Z32.87 A-21.76 B0.00
M4 S1000
G1 X161.00 Y11.85 Z32.87 A-21.76 B0.00 F250
M5
• • •
G0 Z45.00 X0 Y0 A0.00 B0.00 (move back to origin)
About
Stl2Gcode 5x opens .stl files, scales, rotates, slices layers and generates G-code for laser or mill cutters. It can be used for make DIY models or prototypes of anything from soft materials (plastic, wood, styrofoam, foam plastic).
Supported type of cutters: laser or mill (in cutting mode): 3 (XYZ) or 5 axes (XYZAB, XYZAC, XYZBC). At this time, only laser with XYZAB has been tested.
Available modes:
• 3x — generate G-code for all detected faces for a 3 axes cutter.
• 5x — cut only faces detected from top of layer to bottom (taking max angles for rotation and min_z limit into account).
• 5x & 3x — cut all possible detected faces in 5 axes; faces rejected by 5x mode limits will be cut in 3x mode.